關於平(píng)板、小波紋(wén)板
1、板形定義及控製方法
鋼板板形直(zhí)觀來說是(shì)指板(bǎn)帶材的翹曲度,其實質是(shì)板帶材內部殘餘應(yīng)力的分布。隻要板帶(dài)材內部存在殘餘應力,即為板(bǎn)形(xíng)不良。如殘餘應力不足以引起板帶翹曲,稱為(wéi)"潛在"的板(bǎn)形不良;如殘餘應力引起板帶失穩,產生翹曲,則稱為"表觀(guān)"的板形不良。
常見的板形缺陷有邊部波浪、中間波浪、單邊波浪、二肋波浪和複合(hé)波浪等多種形式。
板形的表示方法有相對長度(dù)差表示法、波形表示法、張力差表示法和厚度相(xiàng)對變化量表(biǎo)示法等多種方式。其中(zhōng)前兩種方法在生產控製過程中較為常用(yòng)。波形表(biǎo)示法比較直觀(常稱作翹曲度或者急峻度(dù)),測量方法如下:
從翹曲的帶鋼切取一段置於平台上(shàng),如將最短縱條視為一直線,最長縱條視為一正弦波,以翹曲波形來表示板形,稱為翹曲度(急峻度),其中Rv表示波幅(浪高),Lv表示波(bō)長(浪距)。


為了(le)得到高質量的(de)軋製帶材(cái),必須隨時調(diào)整(zhěng)軋輥的輥縫去適合來料的板凸度,並補償各種因素對輥縫的影響。對於不同寬度(dù)、厚度、合金的帶材隻有一種最佳的凸度,軋輥才能產生理想的目標板形。因此,板形控製的實質(zhì)就是對承載輥縫的控(kòng)製,與厚度控製隻需控(kòng)製輥縫中點處的開口精(jīng)度不同,板(bǎn)形控製(zhì)必須對鋼板寬度跨距內的全輥縫形狀進行控製。
改善和提高板形控製水(shuǐ)平,需要從兩個方麵入手,一是從設備配置方麵,如采(cǎi)用先進的板形控製手段(duàn),增(zēng)加軋機剛(gāng)度等;二是從工藝配置方麵,包括軋輥(gǔn)原始凸度的給定(dìng)、變形(xíng)量與道次分配等。
2、
寶鋼彩塗鋼板板形實物質量水平(píng)
寶鋼擁有先進(jìn)的熱(rè)軋機和冷連軋機和控製(zhì)工藝,在(zài)板形控製上走在世界的前列。冷軋軋製之後在熱(rè)鍍(鋁)鋅機組上同時(shí)配備了平整機和拉轎機(jī),使退火之後的鍍鋅鋼板板形平直度進一步提高。
正常的
寶鋼彩塗產品的板(bǎn)形急峻(jun4)度控製在1.5%以下。對於特殊高板形要求的產品,我們在冷軋軋製和熱鍍(鋁)鋅(xīn)機組進行更(gèng)加精細(xì)的控製,板形(xíng)水平(píng)如表所示:
APN
板形控製目標水平
板(bǎn)形(xíng)實績水平
000/0100/0120
Q/BQB420規定的A級精度
急峻度;1.5%
000/0100/0120
Q/BQB420規定的B級精度
急峻度;1.5%
233
邊浪(làng);5毫(háo)米;中浪;3毫米,急峻(jun4)度;1%
邊浪;5毫米;中浪;
2毫米;急峻度;1%
243
中(zhōng)浪;1毫米,邊(biān)浪;3毫米
無中浪,邊浪;2毫米
3、用戶使用注意(yì)事項
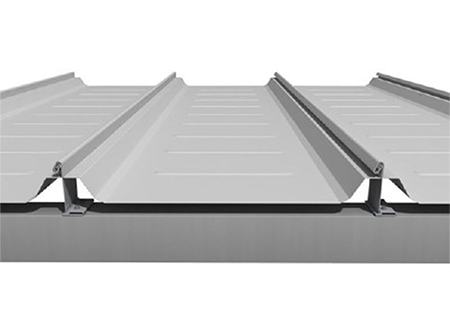
對於輥壓成型變形(xíng)較(jiào)為複雜(zá)的建築板型,寶鋼(gāng)普通板形精度的彩塗產品(pǐn)即可滿足加工要求。對於較小變形的平板板型,可以選擇用途代碼為O233的產品;如果是夾芯板加工,請關注聚氨酯發泡材料的密度不能過(guò)低。
對於幾乎沒有變形(隻有邊部(bù)折彎)的平板板型,建議(yì)選擇(zé)用途代碼為O243的彩塗(tú)產品,如果是夾芯板加工,請關注聚氨酯發泡材(cái)料的密度不能過低。